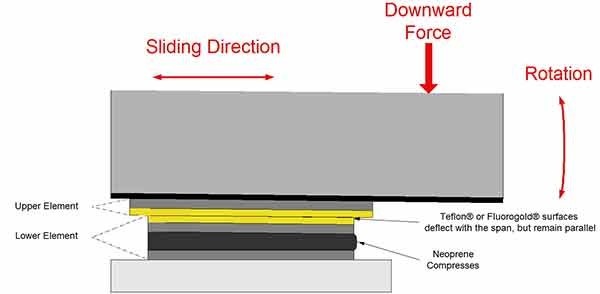
Slide Bearing design and specifications fall into categories with the most common being FC-1010-CS, a 3/32” layer of Fluorogold® bonded to 1/8” thick carbon steel. An upper and lower member of FC-1010-CS are used to create the slide bearing, as shown in Fig. 1. This is the most common configuration and can function effectively in the following ranges: