

Hot Dip Galvanizing and Cold Galvanizing each have advantages.



Hot Dip Galvanizing and Cold Galvanizing each have advantages.
Tags: Hot Dip Galvanizing
Frequently, The Steel Supply Company receives orders for slotted steel shims that are hot dip galvanized. While a shim is seemingly simple, there are a few considerations that a steel fabricator should take into account when placing an order. The most important of these considerations are manufacturing quality and the hot dip galvanization process.
Tags: Steel Shims, Hot Dip Galvanizing, Slotted Shims, Steel Coatings, Slotted Steel Shims
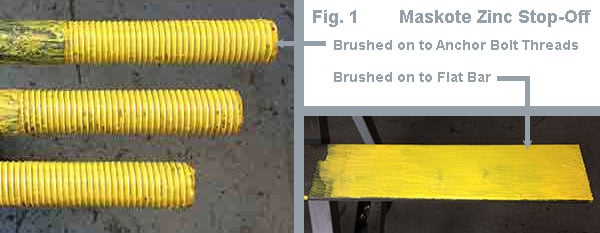
Maskote Zinc Stop-Off is the best solution we have found for keeping Hot Dip Galvanizing Zinc off areas of steel where it is un-wanted. Figure 1 shows tests that were performed in our factory. The Zinc Stop-Off was applied, the steel sent out for galvanizing, and when returned wire brushed to remove any residue or caked on zinc.

Slotted Steel Shims, as discussed in previous blogs, are simple items but there are many pains in the manufacturing process that can affect the finished product. This article deals with the problems inherent in Hot Dip Galvanizing the steel shim.
Tags: Steel Shims, Hot Dip Galvanizing
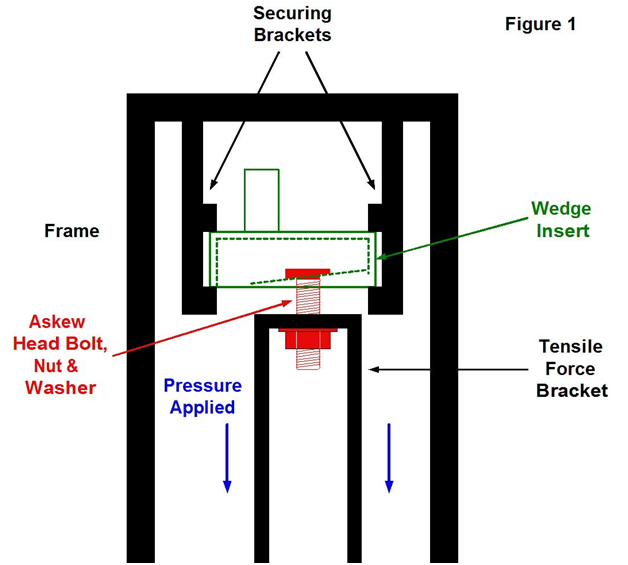
The charts below show the results of tests that were performed on our wedge inserts on October 23, 2007. As a note, these results are for reference only. This is not a test of wedge inserts currently in stock and should not be considered as an accurate representation of the current wedge inserts in stock.
Tags: Askew Head Bolts, Wedge Insert, Wedge Inserts, Hot Dip Galvanizing
For most fabricated structural and miscellaneous steel, hot dip galvanizing is a fairly basic process. The galvanizers follow the applicable specification, usually ASTM A123 / A123M, or the corresponding AASTHO spec. As most steel members or finished assemblies are stationary, excess zinc is not a problem.
Tags: Anchor Bolts, Threaded Steel, Turnbuckle Rods, Hot Dip Galvanizing