



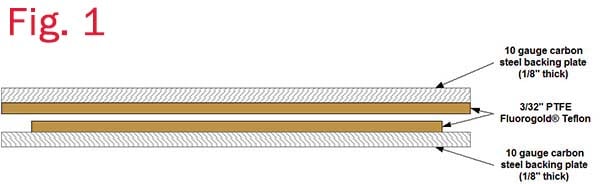
Slide Bearing design and specifications fall into categories with the most common being FC-1010-CS, a 3/32” layer of Fluorogold® bonded to 1/8” thick carbon steel. An upper and lower member of FC-1010-CS are used to create the slide bearing, as shown in Fig. 1. This is the most common configuration and can function effectively in the following ranges:
Configuration : FC-1010-CS
Bearing Load : Min 70 psi, max 2,000 psi
Temperature : Max 400°F
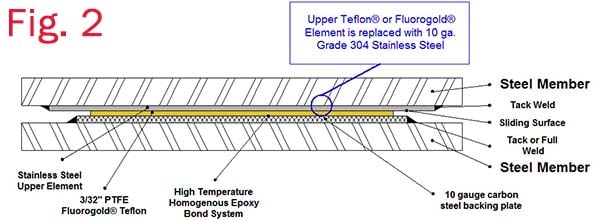
When higher bearing loads are anticipated, the upper element can be substituted with a stainless steel plate. To maintain a low coefficient of friction and reduce wear on the Fluorogold® lower element, the stainless steel member is polished to a 2B finish. Fig. 2 shows what this configuration looks like. The specifications of this configuration are:
Configuration : FC-1010-CS L SS
Bearing Load : Min 70 psi, max 3,500 psi
Temperature : Max 400°F
In both of the above configurations, the Fluorogold® or Teflon® is epoxy bonded to a steel backing plate. In extreme pressure or heat, the bonding glue can break down and become compromised. The situation does not require both pressure and heat to exceed allowable limits. Exceeding either one can cause the bond to fail. FC-1010-CS can be utilized in a variety of configurations.
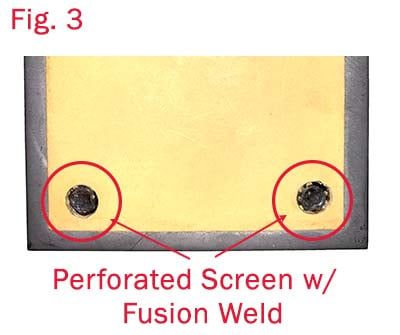
In order to create a slide bearing configuration that can withstand loads higher than 3,500 psi or temperatures higher than 400°F, the epoxy bond between the Fluorogold® or Teflon® and steel backing plat is removed. Instead, the thickness of the Fluorogold® is reduced from 3/32” thick to 1/16”. It is then meshed with a 1/32” thick perforated stainless steel screen. No chemical bonding agents are used in creating this connection. The Fluorogold® and the perforated steel are joined in a roller press that applies enough pressure to force the Teflon® into the perforations of the screen. This produces a mechanical bond between the Fluorogold® and perforated steel, which is not affected by higher temperature or pressure.
The resulting Fluorogold® and steel perforated sheet is fusion welded to its steel backing plate. This new slide bearing member is called Fluoroloc-HL®. Fig. 3 shows how the Teflon sheet is fusion welded to the stainless steel backing plate. The specifications of Fluoroloc-HL® are as follows:
Configuration : Fluoroloc-HL
Bearing Load : Min 70 psi, max 5,000 psi
Temperature : Max 500°F
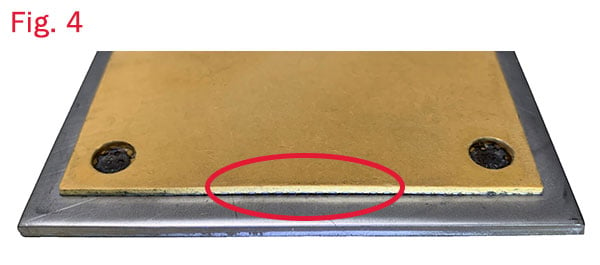
Note: In this configuration the Fluorogold® / Perforated Steel are bonded together through the pressure described above. This assembly, being tack welded at the edges is not 100% bonded to the backing plate the way the FC-1010-CS is in Fig.1. Therefore the Fluoroloc-HL may show gaps between the perforated screen and the backing plate due to deflection that occurs during the rolling process. These gaps immediately close under pressure. The assembly is locked together by the fusion welds and is not effected by this action. Fig. 4.
Note that in all cases the co-efficient of friction increases as the temperature increases, i.e. the bearing is less efficient at 350°F than at 100°F. Should the bearing be required to function at temperatures above 500°F the material would be changed from Fluorogold® or Teflon®/PTFE to graphite. Learn more about high temperature Slide Bearings.