



Extended Length Slotted Shim Manufacturing
 Variables such as heat, deflection and dross will affect how slotted steel shims are produced to get the most accurate, cost efficient and serviceable results.
Variables such as heat, deflection and dross will affect how slotted steel shims are produced to get the most accurate, cost efficient and serviceable results.
Based on the design and size The Steel Supply Company will use difference manufacturing methods to produce a made to order shims. The 3 slot steel shim shown in Figure 1 is 15” long and 9” wide. The large size introduces the probability of distortion, making it difficult to install and possibly not making full surface contact. For this reason, we would usually default to Laser Cutting for this item. Starting with flat plate steel, the laser will cut along the desired X / Y axis leaving no dross. It will not heat the steel to the point where any deflection or bowing will occur.
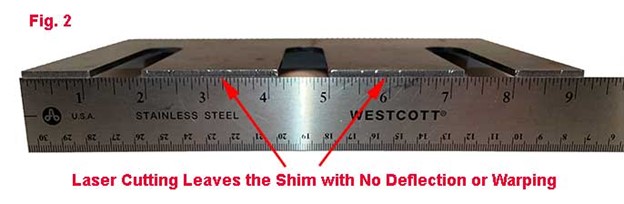
The other processes which could be used introduce variables that will become pronounced over the 15” length or 9” width. For instance, Turret Punching would require stamping each slot 5 times to produce the 13-5/8” slot depth. Each strike would cause the fingers to curve upward results in a warp when viewed from the side. Compounding the problem, the curvature would not be uniform. Each finger would curve more or less depending on the pressure release. The result would be un-even finger ends making the slotted steel shim very difficult to install. Fig. 2 shows Laser Cutting leaves the shim completely flat with the fingers showing no distortion. This is especially critical when shimming tight fittings such as Moment Connections.
Slotted Steel Shims Production: High Definition Plasma Burning
Another process that is sometimes serviceable when making longer and wider shims is High Definition Plasma burning. This will produce a shim that is serviceable for most applications however there are some compromises. Plasma is less accurate than laser and may heat the material enough to cause minor warping but the major drawback is dross. This is the ridge of melted steel that will form on the bottom edge of the cut. Often specifications for larger steel finger shims require 100% surface contact. If so, dross must be removed by adding extra processing steps.
to cause minor warping but the major drawback is dross. This is the ridge of melted steel that will form on the bottom edge of the cut. Often specifications for larger steel finger shims require 100% surface contact. If so, dross must be removed by adding extra processing steps.
Slotted Steel Shim Production: Punch and Die
The least costly method of Slotted Steel Shim production is stamping by means of a Punch and Die. Once the tool is developed to the correct tolerance it will produce the exact same shim repeatedly. With minimal maintenance these tools are capable of producing one million or more copies of the same item. (Fig. 3.) The problem here is the time and cost of the tooling makes it feasible only when there will be repeating demand. This is why stock shims are all 3” wide, and the slot size is limited to 3 widths, 9/16”, 13/16” and 1-1/16”.
Regardless of project, The Steel Supply Company has the manufacturing equipment and experience to meet the specifications in a timely and efficient manner. For more information regarding slotted steel shims, visit the links below.