



 To suit their purpose, Slotted Steel Shims need to be produced as flat as possible. The Steel Supply Company can manufacture perfectly flat shims with literally zero practical deflection by cutting the shims from plate stock on a laser table. The problem with this method is higher costs, which escalate even further as the shim thickness increases.
To suit their purpose, Slotted Steel Shims need to be produced as flat as possible. The Steel Supply Company can manufacture perfectly flat shims with literally zero practical deflection by cutting the shims from plate stock on a laser table. The problem with this method is higher costs, which escalate even further as the shim thickness increases.
The most economical method of producing steel shims is via steel stamping. Even in material as thick as 3/8” we can run approximately 4 second cycle times, producing 15 pieces per minute. Unlike laser or plasma cutting there are no gases or other expendables required. An added benefit is no drop. Laser or plasma cutting from 5’ x 10’ sheets involves gaps between each piece that leave significant excess material that is unusable. On a steel stamp, we start with hot rolled flat bar 3” wide x 240” long that gets entirely used in the production regardless of the length of the shims being made.
To see a listing of stock sizes available, click here.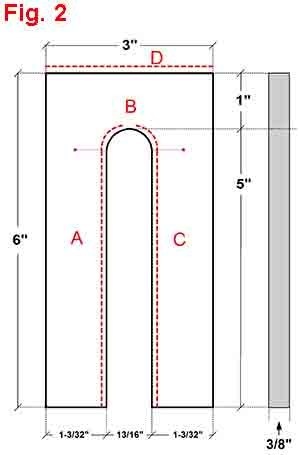
But stamping introduces the element of deflection. The possibility and importance increase as material thickness increases. Deflection is a fact of Punch and Die steel stamping, however with proper maintenance and procedures it can be confined within very tight tolerances.
First, the tonnage required needs to be calculated. For this example we will use Steel Supply part number 151C x 3/8. This is 3” wide, 6” long, 3/8” thick with a slot 13/16” wide x 5” deep. (Fig.1) Required tonnage is a function of thickness times length being sheared.
The drawing shown in Fig. 2 shows the calculation of linear inches being sheared.
A = 4.59375”
B = 1.275”
C = 4.59375”
D = 3.00”
________
Total = 13.4625”
Clean punching 3/8” thick hot rolled steel requires down stroke pressure of 36,000 lbs. per linear inch. Therefore, 484,650 pounds or 242.325 tons will be required to drive the punch (upper tool) through the 3/8” material. This is providing;
- The material being stamped is hot rolled carbon steel, typically ASTM Grade 50 with a yield strength not exceeding 60 ksi.
- Proper clearance exists between the upper punch and lower die. In this case the lower die slot would be 0.01875” wider and longer than the punch.
- Both upper punch and lower die, but, especially the upper punch are sharp and hardened. There are no rounded edges that would encourage the steel to bend instead of shearing.
- The Punch is “Raked” so at no time is the steel workpiece resisting the entire tool surface. (Read Below)
 The final component mentioned above, called the “Rake” or “Shear Angle” is possibly the most important. The punch, shown upside down, in Fig. 3 shows the angle it will strike the bar stock at. By hitting first on the radius end of the slot the entire force of the down stroke, 250 tons, is impacting a small area. Even accounting for compression and deformation of the flat bar the tool is in touch with less than 1” sq. before the steel pierces at the top of what will be the slot. The stroke continues downward shearing the slot as it goes until it breaks cleanly away at the open end of the slot. As part of the down stroke cycle from the time the punch first makes contact with the flat bar until it has passed through completely is approximately 0.25 seconds.
The final component mentioned above, called the “Rake” or “Shear Angle” is possibly the most important. The punch, shown upside down, in Fig. 3 shows the angle it will strike the bar stock at. By hitting first on the radius end of the slot the entire force of the down stroke, 250 tons, is impacting a small area. Even accounting for compression and deformation of the flat bar the tool is in touch with less than 1” sq. before the steel pierces at the top of what will be the slot. The stroke continues downward shearing the slot as it goes until it breaks cleanly away at the open end of the slot. As part of the down stroke cycle from the time the punch first makes contact with the flat bar until it has passed through completely is approximately 0.25 seconds.
Not show in Fig. 3 is the cut off block. This is the straight edge punch that will shear the shim off from the flat bar. This is done on the same down stroke, but the back edge shear is set slightly higher than the slot punch, so the slot is punched completely through when the cut off punch makes contact with the steel.
The result is a shim that meets all the dimensional requirements without deflection or allowing burred  edges to develop that could interfere with the function of the shim. Fig. 4 shows the back edge, known as the “Header” of a 3” wide x 3/8” thick steel shim. The steel used is domestic multi grade that is certified as ASTM Grade 36, A529 Grade 50, A572 Grade 50 and many other grades.
edges to develop that could interfere with the function of the shim. Fig. 4 shows the back edge, known as the “Header” of a 3” wide x 3/8” thick steel shim. The steel used is domestic multi grade that is certified as ASTM Grade 36, A529 Grade 50, A572 Grade 50 and many other grades.
To read more on Slotted Steel Shim Deflection and Burrs, click here.
As shown in Fig. 4 this shim has no visible deflection. This will enable is to be installed by the Steel Fabricator or Erector quickly and provide maximum surface contact.
