



The Steel Supply Company produces Slotted Steel Shims that get used across a variety of industries, but primarily in the construction trades. They are used in everything from Moment Connections and Relieving Angles, to concrete shoring forms. For many construction industry applications, the surface of the shim is not an issue. Among the most common uses for these shims are Relieving Angles or Lintels, where they are typically Hot Dip Galvanized so surface features are not an issue. In more specialized cases, the eventual use should be considered when ordering.
Some of the more critical applications we’ve been called on to make shims for are:
- A 17-story building requiring shims that were perfectly flat, had no dross or deflection at all, and had no interruption on the friction surface. The engineer on this project was so demanding in this requirement, the Multiple Slotted Shims we made for him could not have piece marks on the surface because the ink might affect the connection.
- A Water Treatment Plant, being done by a large Civil Construction customer, had huge General Electric turbines that required alignment. Their ambition was to have the turbine and all accompanying equipment in as perfect concentricity as possible. To achieve this level of accuracy, we traced the shape of the legs and made exact copies 1/32” thick. All edges were deburred so there would be no interruption of the mating surfaces.
- A steel fabricator doing the net rigging of a fishing trawler was having problems with winch alignment. On land, this is easy enough to fix, but the trawler used its winch to reel in the nets, while subject to large and endless, random waves and foul weather. The wire lines might be tight, then loose, pressure may be coming from straight behind the boat, then rock sideways, etc. It was essential to them that the winch pulleys were perfectly aligned. Again, we copied a silhouette of the legs of the winch. These slotted shims were also 1/32” thick, but this time made of brass to resist corrosion in the salt air and water environment.
Shims are manufactured in a variety of ways. Our most common stock sizes are done using hard tooling and 250 ton stamping machines. With sharp tools, the proper timing and striking force, they can produce shims up to 3/8” thick with relatively little compromise in the surface.
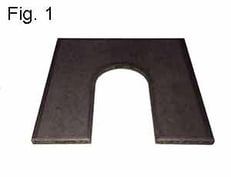 Figure 1 shows a 1/8” thick slotted steel shim that was produced on our stamping machines. As it was struck this is the underside, where any compromise would occur. The most susceptible area would be the edges of the slot. The knurl, or “roll” the tool created on this shim measures less than 0.001”. For typical steel fabricating, this would not be an issue. For a more precise finish, the customer may want this knurl removed. As the tool wears, the duller edges begin to pull at the steel rather than cutting cleanly. If not corrected, the knurl continues to increase. This is why our tooling is maintained and sharpened regularly.
Figure 1 shows a 1/8” thick slotted steel shim that was produced on our stamping machines. As it was struck this is the underside, where any compromise would occur. The most susceptible area would be the edges of the slot. The knurl, or “roll” the tool created on this shim measures less than 0.001”. For typical steel fabricating, this would not be an issue. For a more precise finish, the customer may want this knurl removed. As the tool wears, the duller edges begin to pull at the steel rather than cutting cleanly. If not corrected, the knurl continues to increase. This is why our tooling is maintained and sharpened regularly.
To view the shim selection on our website, click here.
 Figure 2 shows a similar situation. The material is Grade 304 Stainless Steel. This is a made to order size, 1-1/2” x 1-1/2” with a 9/16” wide slot. Due to the limited demand for this size, we cut the shim from sheet stock using a laser.
Figure 2 shows a similar situation. The material is Grade 304 Stainless Steel. This is a made to order size, 1-1/2” x 1-1/2” with a 9/16” wide slot. Due to the limited demand for this size, we cut the shim from sheet stock using a laser.
Again, Figure 2 shows the underside of the shims. This is where any knurl or dross will appear. The Shims shown are 1/4” thick and 1/16” thick. Logically, greater power is required to cut the thicker shim. Evidence of this can be seen at the edges. The 1/4” shim shows a tarnish around all the edges. The 1/16” thick shim shows no visible tarnish.
It cannot be seen in the photo, but the laser actually left a very slight burr. The edges are uplifted 0.0012” on the 1/4” thick shim. The burr on the 1/16” shim measured 0.0002”. In this case, these shims were for mounting emergency doors in a hospital renovation, so the variation in surface conditions would have no effect on the performance or longevity of the shim. If they were required to be perfectly flat, they could have been micro buffed to remove any edges.