



The Steel Supply Company manufactures steel wedges both as standard stock sizes and made to order per customer's specifications. A wide range of tools and manufacturing processes are employed and, as with any process like this, costs are kept to the minimum that will allow a high-quality finished part. Nonetheless customers are frequently surprised at the difficulty of wedge manufacturing.
There are several ways to approach manufacturing a steel wedge. The first, and most common for small run and unique sizes is to machine the wedge down from plate or bar stock.  This is done using any combination of horizontal band saws, horizontal and vertical milling machines, and horizontal grinders. The steel wedge is often finished on a belt or drum sander. The advantage to this method is there is virtually no tooling cost. The downside is twofold. It is a destructive manufacturing process in that a significant part of an existing piece, the plate of bar stock, is removed and becomes scrap. It also is a process that never gains in efficiency. Every wedge is machined one piece at a time and as a result the cost per copy gains no benefit from volume or efficiency.
This is done using any combination of horizontal band saws, horizontal and vertical milling machines, and horizontal grinders. The steel wedge is often finished on a belt or drum sander. The advantage to this method is there is virtually no tooling cost. The downside is twofold. It is a destructive manufacturing process in that a significant part of an existing piece, the plate of bar stock, is removed and becomes scrap. It also is a process that never gains in efficiency. Every wedge is machined one piece at a time and as a result the cost per copy gains no benefit from volume or efficiency.
A made to order steel wedge, that is a size that will not be done again, rarely has the volume to justify making the tooling to produce it from scratch. To produce the tooling to automate the process usually involves a size we will put in our catalog, keep in stock and sell in random quantities on an ongoing basis. The cumulative volume allows the cost of the machinery to be amortized, typically achieved in 12 to 24 months. The manufacturing process employed is most often drop forging, although sand cast mold can be employed when the finished product can be more malleable.
Drop Forging is the process by which steel blanks are heated to extreme temperatures, between 2,200° and 2,500° F, and are flexible enough to be formed as they are hammered into shape. 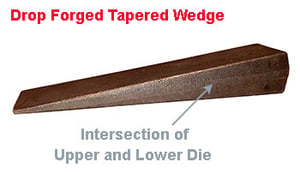 Often the work-piece is re-heated as the shaping continues. This process adds several advantages. First there is no drop or scrap. No time is wasted removing stock. The process cuts manufacturing time dramatically and reduces cost. As well, each time the steel is heated it burns off impurities and each time it is hammered the grain is drawn finer. Both of these characteristics make the wedge stronger.
Often the work-piece is re-heated as the shaping continues. This process adds several advantages. First there is no drop or scrap. No time is wasted removing stock. The process cuts manufacturing time dramatically and reduces cost. As well, each time the steel is heated it burns off impurities and each time it is hammered the grain is drawn finer. Both of these characteristics make the wedge stronger.
Even with these advantages the is real no "Mass Production" of steel wedges. The time involved, manpower, and tooling costs all contribute to a product that is difficult to manufacture efficiently.