



Steel Shims and Steel Wedges are two Steel Supply Company products that cut across the lines of hard and soft tooling. Both items are made in standard sizes and kept in stock. As well, we often get requests for specific made to order sizes.
Hard Tooling
 To understand how stock vs. made to order affects the manufacturing process, start with the Slotted Steel Shim. Fig. 1 shows the finished product. In this case, it is 3” wide x 4” tall, with a 13/16” wide slot. This finished product is shown as hot dip galvanized. All of our stock steel shims are stamped in plain carbon steel. If a coating is required, it is applied afterward. This assures the galvanized shim is coated on every side and edge. There is no uncoated steel.
To understand how stock vs. made to order affects the manufacturing process, start with the Slotted Steel Shim. Fig. 1 shows the finished product. In this case, it is 3” wide x 4” tall, with a 13/16” wide slot. This finished product is shown as hot dip galvanized. All of our stock steel shims are stamped in plain carbon steel. If a coating is required, it is applied afterward. This assures the galvanized shim is coated on every side and edge. There is no uncoated steel.
Standard size single slotted shims are 3” wide and are stamped from coil steel. Note: 3” is the width of standard stock shims to match the typical steel connection spacing. Any dimension can be made to the user’s specification. The coil is un-wound and passes through a flattener. (Fig. 2) 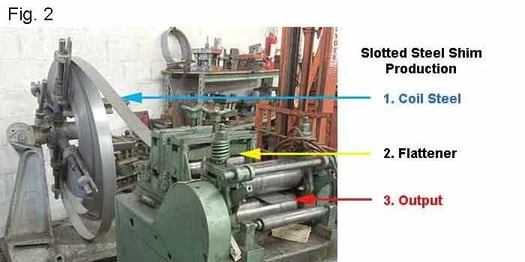
Once flattened the coil continues into an upright stamping press. This machine uses the power generated by a 50 horsepower electrical motor passed through a series of flywheels to generate 240 tons of downward force. It can take that much pressure to stamp some of the larger, thicker shims. (Fig. 3)
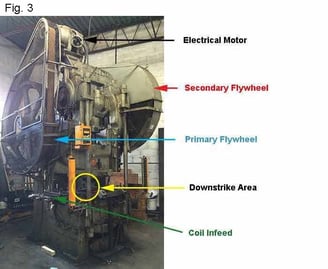 The upright stamping machine shown in this photo is approximately 14’ tall. With the downward force and pressure created on some of the heavier materials, it requires specially designed and reinforced concrete slab 4’ thick to withstand the vibration and pressure.
The upright stamping machine shown in this photo is approximately 14’ tall. With the downward force and pressure created on some of the heavier materials, it requires specially designed and reinforced concrete slab 4’ thick to withstand the vibration and pressure.
This stamping machine can be used to make any flat stamped design required. What changes is the insert that goes in the down strike area. Fig. 4 is an expanded view of the upper tooling that would go in the Down strike Area.
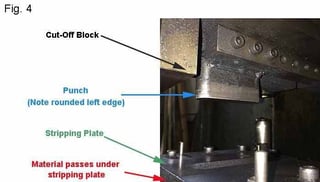 The tools are made specific to the items and are not adjustable. They are positioned into a steel stamping press (fig. 3) so the upper tool (fig. 4) can pass through the lower tool in exactly the right spot to allow accuracy, no warping or bending of the product, and maximum tool life. As shown in the photo, this tool will punch a slot 13/16” wide for a 3/4” diameter bolt. This width cannot be adjusted.
The tools are made specific to the items and are not adjustable. They are positioned into a steel stamping press (fig. 3) so the upper tool (fig. 4) can pass through the lower tool in exactly the right spot to allow accuracy, no warping or bending of the product, and maximum tool life. As shown in the photo, this tool will punch a slot 13/16” wide for a 3/4” diameter bolt. This width cannot be adjusted.
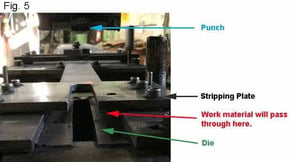 Figure 5 is the same punch at the top of the photo and the die at the bottom. To stamp a shim, the punch will pass completely through the die. To keep the finished product flat and burr free, the clearance between the upper punch and lower die is absolutely critical.
Figure 5 is the same punch at the top of the photo and the die at the bottom. To stamp a shim, the punch will pass completely through the die. To keep the finished product flat and burr free, the clearance between the upper punch and lower die is absolutely critical.
Complicating the issue and adding significant expense, the thickness of the material changes the spacing between the tools. To stamp a shim 1/16” thick requires clearance between the upper and lower tool of 0.003125”. To stamp the same shim in 1/4" thick steel requires clearance of 0.0125, so a different set of tools is required.
Designing and building these tools is a time consuming task, often costing $10,000 per set. The advantage is they can stamp finish steel shims at a rate of 900 pc. per hour with no gases or expendable supplies required, and at very low costs for power. Properly maintained, the tool sets will produce millions of copies before replacement is required.
Soft Tooling
Converse to Hard Tooling, Soft Tooling is flexible in what it can produce. An example is a Plasma Burning Table. It can be adjusted to produce any shape and any set of dimensions that can be defined on an x, y axis. Dimensional changes can be made via computer instruction with no new tooling required. So the flexibility advantages of soft tooling are apparent.
 The downside of flexible tooling is in production time and cost per copy. Again using the plasma table as our flexible tool example, cutting speeds vary but for instance use a pace of 80 inches per minute. A Slotted Steel Shim 3” wide by 4” long will have a total cutting length of 20” when the slot is included. That is a production rate of 4 pc. per minute, or 240 per hour vs. the 900 per hour the hard tool produces.
The downside of flexible tooling is in production time and cost per copy. Again using the plasma table as our flexible tool example, cutting speeds vary but for instance use a pace of 80 inches per minute. A Slotted Steel Shim 3” wide by 4” long will have a total cutting length of 20” when the slot is included. That is a production rate of 4 pc. per minute, or 240 per hour vs. the 900 per hour the hard tool produces.
Further adding to the cost difference are the expenses for consumable, such as gases required for the plasma table’s production.
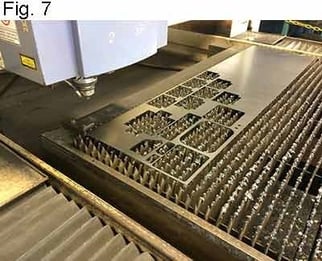 Figure 7 shows small steel parts being cut out of thinner sheet metal. Due to the thickness of the sheet, 0.0625”, this job runs better on a laser. Its primary advantage, just like the Plasma Table in Fig. 6, is that it can run any shape that can be plotted on an x and y axis. Additionally, its cutting ability is fine enough to cut material as thin as 1/64”, leave no dross at all, and is accurate to 0.003”.
Figure 7 shows small steel parts being cut out of thinner sheet metal. Due to the thickness of the sheet, 0.0625”, this job runs better on a laser. Its primary advantage, just like the Plasma Table in Fig. 6, is that it can run any shape that can be plotted on an x and y axis. Additionally, its cutting ability is fine enough to cut material as thin as 1/64”, leave no dross at all, and is accurate to 0.003”.
The disadvantages of the Laser vs. Plasma are i) It cannot handle the larger thickness a comparable Plasma torch can; ii) there is a higher cost per inch to cut; and iii) cost to purchase the laser and table can be 3 times greater than an equivalent size plasma system.
The Steel Supply Company uses both hard and soft tooling in our Slotted Steel Shim production. This allows a fast and cost efficient response to any shim requirement a steel fabricator requires.
