



Vent Hole Plugs in Drilled and Punched Drain Holes vs. Plasma Cut Holes
Note: Holes in fabricated steel for purposes of venting air and molten zinc during the hot dip galvanizing process are referred to by many names; Vent Holes, Drain Holes, Weep Holes, Galvanized Vent Hole, etc. For purpose of this conversation we will use the term Galvanized Vent Hole, or simply Vent Hole.
Watch a Galvanized Vent Hole Plug being installed.
For the fabricator installing Galvanized Ven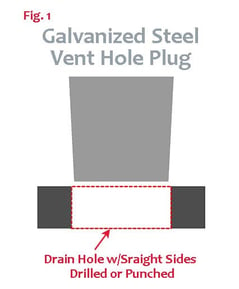 t Hole Plugs it is important to understand how the hole was put in the steel prior to galvanizing. Drilled or Punched holes tend to be perfectly round, and straight from top to bottom. Fig. 1. Holes that have been burned by laser, if done at the proper strength and speed will for fabricating purposes be the same. If the holes have been burned by Plasma torch, they may have imperfections in concentricity however these are usually not profound enough to affect the performance of the Galvanized Drain Hole Plug. What the fabricator does need to be aware of is the plasma burned hole will not be the same diameter from top to bottom.
t Hole Plugs it is important to understand how the hole was put in the steel prior to galvanizing. Drilled or Punched holes tend to be perfectly round, and straight from top to bottom. Fig. 1. Holes that have been burned by laser, if done at the proper strength and speed will for fabricating purposes be the same. If the holes have been burned by Plasma torch, they may have imperfections in concentricity however these are usually not profound enough to affect the performance of the Galvanized Drain Hole Plug. What the fabricator does need to be aware of is the plasma burned hole will not be the same diameter from top to bottom.
It is important to understand how the Vent Hole Plug, whether aluminum or zinc, will seat and how it develops the strength to stay in place permanently. Due to the gentle taper on the plug as it is being driven into the hole it is tightening. The friction created is always greater near the top. Eventually, when driven to the point the friction on the hole walls is greater than the force of the hammer strikes the plug will stop moving.
Plasma Torches burn with an angle, or "Kerf." Fig. 2. As a result, the Vent Hole will be larger at the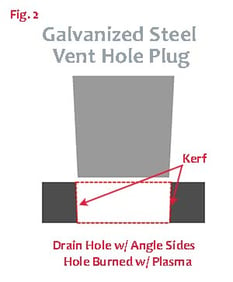 top and smaller at the bottom. This will affect the friction created as the plug is driven into position. Three possible outcomes could exist. 1) The kerf angle is less than the taper of the plug. In this case the plug will function similar to a hole that was drilled or punched, and has straight sides. There will be greater pressure at the top and the plug should seat well and remain so. 2) The kerf angle will closely mirror the angle of the plug. This will still allow for proper compression of the plug and a secure fit. 3) The kerf angle is greater than the tapered angle of the plug. This condition will cause a problem referred to as "Single Line Contact." The plug will only make contact at the lower edge of the hole and never develop the full compression or friction required for a positive and permanent installation.
top and smaller at the bottom. This will affect the friction created as the plug is driven into position. Three possible outcomes could exist. 1) The kerf angle is less than the taper of the plug. In this case the plug will function similar to a hole that was drilled or punched, and has straight sides. There will be greater pressure at the top and the plug should seat well and remain so. 2) The kerf angle will closely mirror the angle of the plug. This will still allow for proper compression of the plug and a secure fit. 3) The kerf angle is greater than the tapered angle of the plug. This condition will cause a problem referred to as "Single Line Contact." The plug will only make contact at the lower edge of the hole and never develop the full compression or friction required for a positive and permanent installation.