



For most fabricated structural and miscellaneous steel, hot dip galvanizing is a fairly basic process. The galvanizers follow the applicable specification, usually ASTM A123 / A123M, or the corresponding AASTHO spec. As most steel members or finished assemblies are stationary, excess zinc is not a problem.
Hot dip galvanizing gets tricky when there are threads, such as with an anchor bolt, which will interact with a nut. Clearing the threads of excess zinc and still leaving a proper thickness zinc coating is more of an art that a science. Hot dip galvanized nuts are threaded with oversize inside diameters to allow for the extra thickness of the zinc on the bolt. Anticipating and allowing for that slightly oversized diameter requires full knowledge of the galvanizing process.
As anchor bolt manufacturers, we’ve dealt with many different galvanizers, each with their own system for thread clearing, including spinning, brushing, rolling and even striking. We’re found the most consistent to be spinning. This system employs baskets that interact with a spinner. The work piece(s) are put in a basket that is immersed in the standard series of acid baths and finally into the molten zinc dip tank. Upon exiting the dip tank, the basket is immediately spun for several seconds at between 500 and 1,000 rpm. The centrifugal force clears the excess zinc from the threads, hence the reason galvanizer’s call this process “centrifuging.”
To check out a five minute video of centrifuge galvanizing, click here.
Spinner baskets have fixed diameters and depths. A bolt whose length exceeds the depth of the basket will require a different treatment. This often means hand brushing or machine brushing. Either way, this process will leave a zinc coating with a different thickness than spinning. Too much zinc, the nut will not go on. Too little and the nut will have too much play.
Complicating the process is the short window of time the zinc remains pliable after being removed from the dip tank. Typically, the molten zinc in the tank is 830˚F (approx.) Zinc solidifies at 787˚F. When the basket is removed from the tank, even in the “hot-house” environment of a galvanizing plant, it is only a matter of seconds before the temperature of the zinc on the outer surface of the threads falls below 787˚. The time it takes for the surface zinc in the bolt threads to drop below 787˚F is also affected by the size of the item being galvanized. Smaller, thinner bolts and studs will cool faster than larger and thicker bolts. So, the spinning process will yield different results for different items.
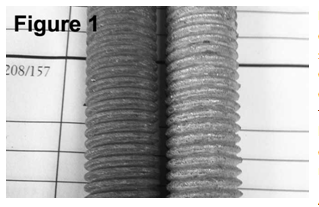 Fig. 1 shows two identical threaded studs after hot dip galvanizing. The stud on the left was thoroughly spun before the zinc solidified. The one on the right cooled too quickly for the spinning process to fully clear the threads. Once the surface temperature of the zinc coating drops below 787˚F, the zinc hardens, and no amount of spinning will remove the excess. Due to the zinc build up, the stud on the right is unusable.
Fig. 1 shows two identical threaded studs after hot dip galvanizing. The stud on the left was thoroughly spun before the zinc solidified. The one on the right cooled too quickly for the spinning process to fully clear the threads. Once the surface temperature of the zinc coating drops below 787˚F, the zinc hardens, and no amount of spinning will remove the excess. Due to the zinc build up, the stud on the right is unusable.
ASTM F1554, the standard for anchor bolt manufacturing, allows for correction of clogged threads, however this is a very time consuming and expensive process. The best bet is to understand the galvanizing process in advance and be sure it is done correctly.
We carry a full stock of threaded steel, anchor bolts, turnbuckle rods and threaded studs for steel fabricators, erectors, masonry and construction companies. Click below to view our inventory of products!
