



We get a lot of questions about cutting and drilling slide bearings. Under the typical pressure of time constraints, fabricators will frequently purchase our stock sheets and do the cutting and drilling themselves. If time allows, they will often elect to have our professionals at The Steel Supply Company deliver the bearings cut to size with holes and slots already done.


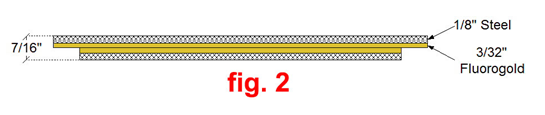
Slide bearings can be made to any specification your plans require. For the most common or “standard” configuration, we see the steel backing plate is 1/8” and the Fluorogold is 3/32” thick. This makes a single Slide bearing 7/32” thick. (fig. 1)
They are typically used in pairs as shown in fig. 2. That 2 piece set up is therefore 7/16” thick.
 The caution required when cutting or drilling Teflon® Slide Bearings revolves around two possible problems:
The caution required when cutting or drilling Teflon® Slide Bearings revolves around two possible problems:
- De-laminating the bond between the Teflon® or Fluorogold® and the steel
- Allowing metal shavings to embed themselves in the Teflon® or Fluorogold® surface.
The slide surface, whether it is Teflon® or Fluorogold®, is connected to the steel backing plate with a very strong bond. The bonding process involves etching the back of the slide surface, applying the adhesive and attaching it to the steel backing plate. At this point, clamps are applied with even pressure over the entire surface to ensure a smooth and flat finished product. The entire assembly, including clamps, is placed in an oven and baked until the bond is cured. To get an idea of the strength of the bond once it's completed, the steel requires a chisel and hammer once completed to remove the Fluorogold®.
To avoid de-lamination, it is important not to punch or shear a slide bearing as these processes will pull on the bearing materials. Saw cut or drill only, with the Teflon side up. Regardless of the strength of the bond, care should be taken while cutting or drilling because the heat generated will also become a factor. Run the drill or saw at a slower than normal speed. If heat begins to build up, stop the process temporarily.
On the other hand, metal shavings that are left by the saw or drill represent a more common problem. Once installed, as the structure expands and contracts the surfaces of the Slide Bearing pass over one another usually under significant pressure. Any metal shaving lodged on either surface will immediately begin to degrade the more vulnerable Teflon® or Fluorogold®.
To saw or drill, work with the Teflon side up. Whatever method is used, shavings will get on the surface so be careful not to press them in or let them embed themselves. When cutting is done, blow the surface clean with compressed air. This is usually enough to clear away all visible metal shavings. If necessary, wipe with a clean rag. In a worst case, the Teflon® or Fluorogold® surface can be gently ground using a random orbital sander with approximately and 80 grit disc. This should fully remove any contaminants.

Note: Teflon® is a registered trademark of the DuPont Corporation. The generic name for that product is Polytetrafluoroethylene, or more simply, PTFE.
Fluorogold® is the trade name for the type of PTFE used in our slide bearings. It is a special formulation PTFE, reinforced with a glass fiber aggregate. This reinforcement is what allows for its exceptional compressive strength. Fluorogold® is a registered trademark of Saint Gobain and is used with permission through exclusive license.