



Teflon® Slide Bearings / Fluorogold® Slide Bearings
Teflon® Slide Bearings and Fluorogold® Slide Bearings can be made in many sizes, thicknesses and from a variety of materials. For simplicity, when describing cutting methods, we will use as an example the most common configuation, FC-1010-CS. This is 3/32” thick Fluorogold® bonded to a 1/8” carbon steel backing plate. The same techniques apply to different thicknesses and materials.
To see a review of some common Slide Bearing configurations, click here.
 The bonding together of these two materials is a specific skill requiring the correct knowledge, tools, clamps and most of all, an oven capable of heating the clamped assemblies until the bond between the Teflon® or Fluorogold® and steel backing plate reaches maximum strength. Figure 2 shows the finished bond between the 3/32” thick Fluorogold® and the 10 gauge backing plate.
The bonding together of these two materials is a specific skill requiring the correct knowledge, tools, clamps and most of all, an oven capable of heating the clamped assemblies until the bond between the Teflon® or Fluorogold® and steel backing plate reaches maximum strength. Figure 2 shows the finished bond between the 3/32” thick Fluorogold® and the 10 gauge backing plate.
Typically Slide Bearings are made in sheets 24” x 48”. Desired pieces are cut to size. Now that the Tefon® and carbon steel are bonded, the cutting process is more complicated. The Teflon® presents very little resistence, but the steel requires saw cutting. For straight perimeter cuts, use a band saw with a fine tooth blade running at a slower speed than would be used for regular hot rolled carbon steel.
The two things to guard against are:
- As the steel plate is cut, steel shavings will try to embed themselves on the Teflon® or Fluorogold® surface. If left there, they become sharp abrasives on the sliding surface that will shorten the bearing life
- The heat generated by the cutting can sufficiently raise the temperature of the steel enough to melt the epoxy bond holding the Teflon®. Any area where the bond is separated will decay rapidly once in service.
Important Note: Do not punch or shear slide bearings. The pressure and action of these tools can cause the Teflon® to delaminate.
Once the plate is cut to size, holes can be drilled. It is important to drill through the Teflon® or Fluorogold® first, then through the steel. Again, this is to protect the Teflon® from delaminating.
With a Slide Bearing Assembly, such as the one we are describing, the lower member will typically have a hole and the upper member will have a slot to allow for movement. While any steel fabricator can drill the holes, the slots present a different problem. Shops without the proper machinery will often cut a slot by drilling two holes, representing the outer edges of the slot, and then cut the center of the slot out with a jig saw. While it will work, the fabricator should consider the jigsaw uses a reciprocal action. So at some point, the blade can be pushing or pulling steel shavings into the Teflon® surface. If this method must be used, we recommend running the jig saw at a slow speed and applying as little pressure as possible.
The best method of creating slots we have found is to mill the slot from one end to the other. A good milling machine and the correct diameter end mill will cut the slot in one pass, very accurately. It will still create shavings, but done slowly and carefully, the circular action of the end mill will not embed them in the Teflon® surface.
Water jet cutting can be employed to fabricate slide bearings. It does require a skilled water jet operator who is experienced in cutting multi-layer products. (See Thermal Break cutting below or in part. 4) The extra consideration when cutting bonded Slide Bearings on a water jet table is, when cut face up, the jet stream cuts through the Teflon® or Fluorogold® then hits the steel plate a flays to the sides. This causes a debonding of the two. To prevent this cut with the steel side up.
Creating the recess or “Lip” in the Teflon® is easily the most difficult step in fabricating Slide Bearings.
Click here to see an example of a recessed lip Fluorogold® Slide Bearing.
The recess is desireable in cases where the welding required to hold the Slide Bearing in place would cause the steel backing plate to heat up and melt the bonding epoxy.
Click here to learn more about Slide Bearing Welding, Delamination and Installation.
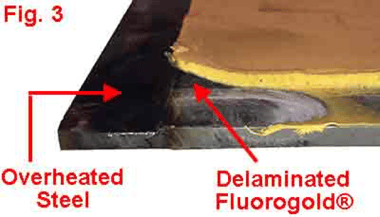 To create this set back lip, the Slide Bearing is cut to size and the Teflon® or Fluorogold® is cut away. Keep in mind how strong the bond is, making this is a difficult and time consuming process. We have seen Fabricators attempt to cut back a lip in a Slide Bearing using everything from a utility knife, a hammer and chisel, a 1/4” grinding wheel and an abrasive flap disc. The fact is, Teflon® can withstand rough treatment. Even more so with the very durable Fluorogold®. Regardless of the effort, the result is usually rough at best, and very time consuming. Fig. 3 shows an attempt that overheated the steel backing plate and melted the epoxy bond.
To create this set back lip, the Slide Bearing is cut to size and the Teflon® or Fluorogold® is cut away. Keep in mind how strong the bond is, making this is a difficult and time consuming process. We have seen Fabricators attempt to cut back a lip in a Slide Bearing using everything from a utility knife, a hammer and chisel, a 1/4” grinding wheel and an abrasive flap disc. The fact is, Teflon® can withstand rough treatment. Even more so with the very durable Fluorogold®. Regardless of the effort, the result is usually rough at best, and very time consuming. Fig. 3 shows an attempt that overheated the steel backing plate and melted the epoxy bond.
 The best way, we have found to create the desired recess, is to mill away the unwanted Teflon®. This requires a vertical milling machine. The workpiece must be securely in place and perfectly level. It is important to remove all of the Teflon® or Fluorogold®. For this reason, removing several thousanths of the steel backing plate is acceptable. The milling should be done at a low RPM rate and slow advance rate, or IPM (Inches per minute.) Ridges, burrs and strands of the material may be present when done. These can be cleaned up with a utility knife, a dremel or they can even be sanded. Figure 4 shows a Slide Bearing correctly and thoroughly recessed. It is hard to see in the image, but to assure the Fluorogold was completely removed, the milling machine was set to take .002” of the steel backing plate.
The best way, we have found to create the desired recess, is to mill away the unwanted Teflon®. This requires a vertical milling machine. The workpiece must be securely in place and perfectly level. It is important to remove all of the Teflon® or Fluorogold®. For this reason, removing several thousanths of the steel backing plate is acceptable. The milling should be done at a low RPM rate and slow advance rate, or IPM (Inches per minute.) Ridges, burrs and strands of the material may be present when done. These can be cleaned up with a utility knife, a dremel or they can even be sanded. Figure 4 shows a Slide Bearing correctly and thoroughly recessed. It is hard to see in the image, but to assure the Fluorogold was completely removed, the milling machine was set to take .002” of the steel backing plate.
As mentioned above, any particles from metal shavings or grit from any abrasive used should be cleaned thoroughly from the sliding surface. The absence of these particles will assure maximum life of the Slide Bearing
Part 3 covers Commercial Grade Neoprene, Bonded Neoprene, Viblon® and Sorbtex® bearings.