



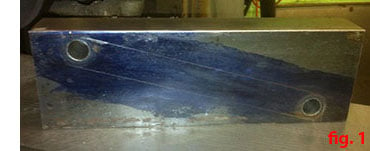
In a previous article we described the process of making Made To Order Steel Wedges. This article will deal with the specifics of manufacturing the Russian Wedge, so called because of the unique Knock out Block at the large end. (see bottom right photo)
2 Comments Click here to read/write comments
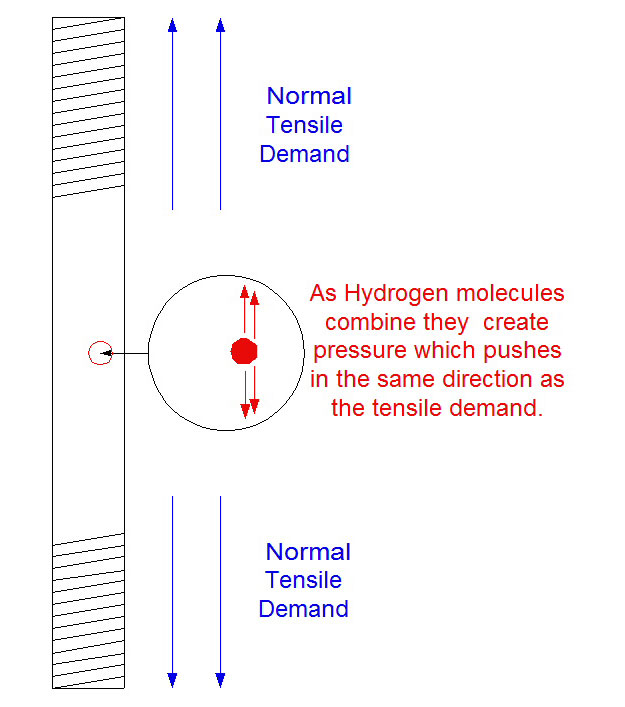
First this article will describe the condition known as Hydrogen Embrittlement. Further below it will get into how and why Hydrogen Embrittlement is an important factor when Galvanizing any steel or alloy product.
0 Comments Click here to read/write comments
Tags: F1554, Anchor Bolts, Bent Anchor Bolts